地址:江苏省如皋市白蒲镇前进工业园区
电话:本站出售中
Email:atm@siteatm.com
联系人:沈先生
手机: 13646285454 |
| |
|
|
|
锻造液压机高压卸载系统的改进
|
| 发布时间:
2016/12/29 |
锻造液压机高压卸载系统的改进
某20MN锻造液压机组液压系统工作压力为31.5MPa,工作流量5580L/min,运动部件为总重约110t的下拉式活动框架,压机上升、下降速度为350mm/s,加压速度110mm/s。压机在行程为100mm、压下量为50mm时锻造频次为每分钟40~50次,行程为30mm、压下量10mm时锻造频次为每分钟70~80次。该机组经过20多年的高负荷生产使用,部分执行机构老化,机组整体性能下降,特别是系统中的主工作缸采用开关式卸载阀,高压卸载过程无法控制!因而在高压卸载时冲击振动大,平稳性差,对系统相关零部件及密封危害很大,如造成连接件经常松动等,严重影响了压机的正常使用。
(1)20 MN锻造液压机组液压系统工作原理
图1是20 MN锻造液压机主回路原理图,主要由泵站部分PAl~6、主控阀V1、充液阀V2、工作方式转换阀LVCl和LVC2、回程缸排液阀LVG1-2和电磁排液阀SVCl~4组成。主要动作循环如下。
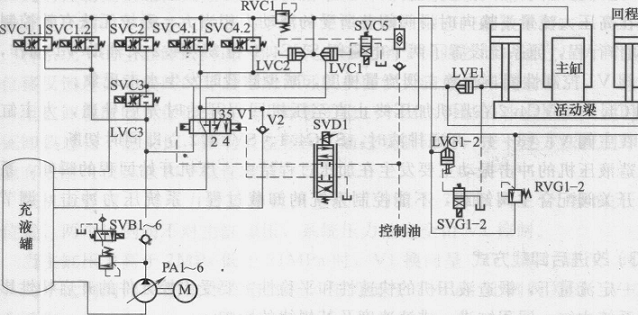
图1液压系统主回路原理图
①压机回程:泵站PAl~6的压力油经主控阀V1(2—1)进入回程缸,主缸液体经V1(3—4)排到充液罐,压机实现回程动作。
②压机空程下降及加压:正常锻造时充液罐中液体经V2对主缸充液,同时泵站PAl~6的压力油经V1(2—3)进入主缸,回程缸压力油经LVG1-2LVCl和V1(5—4)排入充液罐,压机实现下降动作。
③快速锻造时:充液罐中液体经V2对主缸充液,泵站PAl~6的压力油经V1(2—3)进入主缸,同时回程缸压力油经RVGl—2、LVC2进入主工作缸,压机实现差动快速动作。
系统中主控阀V1是专用滑阀,由伺服阀控制其运动。电磁滑阀SVC1.1、SVCl.2主要为PAl~6卸载;SVC2在回程时为PAl~6卸载,使回程速度降低,消除压机上点的冲击振动;SVC3在下转换点带电,使压机回程启动快且平稳;SVC4.1、SVC4.2在加压完毕、开始回程前为主缸卸压。
(2)原系统卸载方式
系统中主控滑阀V1(图1)为一大型2/3位专用五通滑阀,换向时中间位置不停为二位滑阀;中间位置停就是三位滑阀,其中间位置为O型机能。
V1直径210mm,行程70mm,由伺服阀直接驱动。
在压机手动操作时,伺服阀由控制台上的手柄控制,主控滑阀Vl的动作大小、快慢等与控制台上的操作手柄动作成对应关系,而在自动锻造时则取决于设定值。
V1是大型滑阀,不但通流量大,而且工作压力高,虽然滑阀行程由闭环控制,但在高压大流量下换向时滑阀阀芯所受的液动力相当大,系统无法有效控制V1的动作行程,原系统设置了两个电磁阀SVC4.1和SVC4.2来辅助V1动作,调节主阀V1控制性能,改善主阀流量梯度,减少卸载时发生水击现象。
SVC4.1、SVC4.2在压机加压终止直至压机回程开始时先后导通,为主缸卸压;在主阀V1(3—4)开通排液时,SVC4.1、SVC4.2立即同时切断。
锻造液压机的冲击振动主要发生在加压过程结束,压机开始回程的瞬间,系统使用开关阀配合主阀卸载,不能控制系统的卸载过程,系统压力冲击,调节困难。
(3)改进后卸载方式
在一定流量下,锻造液压机的快速性和平稳性主要受主控元件的开启特性影响,即系统主缸、回程缸进、排液速度及其规律的影响。
实际应用表明,为了减少压力冲击,使压机动作平稳,应使主缸卸载过程为先慢后快,如图2所示,即先卸压后卸流。
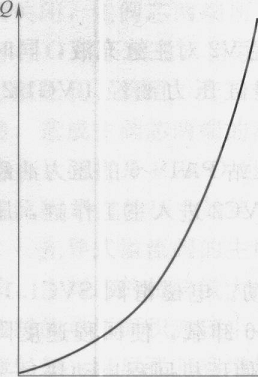
图2液压缸卸载
阀开启曲线
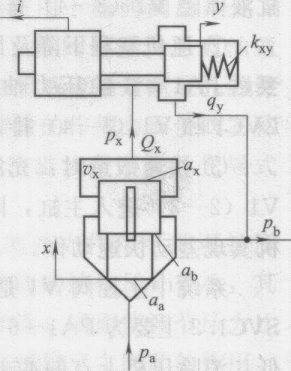
图3比例节流阀及其控制原理
为使压机主缸压力在卸载时做到无级卸压分级卸流,在最短时间内完成主缸压力平稳无冲击振动卸载及卸流,将原系统中的两个主缸卸压装置SVCA.1、SVCA.2更新改造为两个D。50的电液比例插装阀进行卸压。
电液比例插装阀由比例电磁铁、先导液压控制桥路及插装式功率级主阀等组成。如图3所示,一个标准的比例节流阀作为先导控制阀,主阀芯上的窄槽与阀套内侧节流楞边在阀的进口与主阀芯上部容腔之间形成可变节流口,随主阀芯的开启而变化,提供内部位置反馈。
|
|
|
|
|
|
